
Sodium-cooled reactors promise safer, more efficient nuclear power, but realizing that promise requires conquering several critical engineering challenges. Unlike traditional water-cooled reactors, liquid sodium coolant operates at atmospheric pressure and high temperature, offering superb heat transfer and the ability to build a compact system. However, sodium is chemically reactive: it burns in air and reacts violently in contact with water. History shows that developing a practical sodium-cooled reactor requires mastering key technologies to handle sodium’s unique properties. Pioneering reactors, such as the EBR-II in the U.S., demonstrated many of these solutions, operating for 30 years without a sodium-water accident. In contrast, other sodium projects suffered leaks and setbacks, from the 1960s Hallam reactor’s seized pumps to the 1995 Monju accident, where a sodium leak led to a significant fire. These lessons underline an apparent fact:
Anyone building a sodium-cooled reactor must solve the “unsexy” engineering problems of coolant purity, leak prevention, heat exchange, and pumping.
Only then can we reap the true benefits of a low-pressure sodium-cooled reactor. In this blog, we share how our team is tackling all three of these core challenges and why every serious sodium reactor effort must do the same to turn their advanced reactor paper concepts into reality.

Why Sodium Coolant Needs Special Solutions
Sodium’s unique properties give reactors their edge, but also demand special care. Chemical reactivity is the biggest challenge: if hot sodium leaks and comes into contact with air or water, it can ignite or release explosive hydrogen gas. Several early sodium-cooled reactors learned this the hard way. France’s Phénix prototype suffered five sodium-water reaction incidents in its steam generators. The Soviet/Russian BN-350 and BN-600 reactors experienced over a dozen sodium leaks or incidents over several decades. Japan’s Monju reactor leaked hundreds of kilograms of sodium from a secondary loop in 1995, causing a serious fire and a 15-year shutdown. Clearly, preventing and mitigating sodium leaks is crucial for ensuring safety and maintaining uptime.
Another challenge is sodium purity. Sodium coolant must remain exceptionally clean and free of oxygen, hydrogen, and other impurities. Otherwise, contaminants can form corrosive compounds or solid precipitates (like oxides or hydrides) that clog pipes and damage components. Impurity control must be managed in every reactor as it is a make-or-break issue, one that was often underappreciated in early projects. For instance, subpar sodium purity contributed to flow blockages in the 1950s Sodium Reactor Experiment (SRE), where oil from a pump seal leaked into sodium and fouled the core, leading to fuel overheating and damage. Modern sodium reactors must avoid such pitfalls by design.
Next, the mechanics of moving liquid metal present unique hurdles. Pumps, valves, and seals that work in water systems can fail in sodium’s hot, oxygen-free environment. Sodium has low viscosity and no boiling buffer (it stays liquid until ~883°C), so pumps must maintain reliable flow through all conditions, including accident cooldown scenarios, without leaking or seizing up. In the Hallam sodium-cooled plant (1960s), for example, a secondary sodium pump seized during operation, contributing to that reactor’s early closure. To prevent such failures, engineers have explored specialized centrifugal pumps with inert gas seals, electromagnetic pumps (which have no moving parts in sodium), and other novel designs. In short, every aspect of handling the coolant, keeping it pure, exchanging its heat, and circulating it requires purpose-built solutions beyond what water reactors need.
Finally, in past sodium-cooled reactors, leaks were unfortunately a recurring issue, but unlike in water-cooled plants, they rarely created direct radiological hazards. Instead, they presented chemical hazards- fires, explosions, and contamination of piping or components, because of sodium’s violent reactivity with air and water. Incidents at plants like France’s Phénix, Russia’s BN-600, and Japan’s Monju showed that even relatively small leaks could take days or months to diagnose, isolate, and repair. The reasons were twofold: first, leak detection was often slow and imprecise, with operators only recognizing issues after visible smoke, fire, or corrosion damage appeared. Second, once sodium leaked, cleanup was painstaking, removing contaminated insulation, neutralizing residual sodium with alcohol sprays or controlled humidity, replacing piping or components, and re-qualifying systems to nuclear standards. These repair campaigns routinely forced reactors offline for weeks or months, dragging down capacity factors and undermining reliability. For example, Monju’s secondary sodium leak in 1995 resulted in a 15-year shutdown not because of radiation but because of the complexity of cleanup, inspection, and public trust recovery. Modern sodium-cooled reactor technology must therefore treat leak management as a top priority, by improving early detection (fiber-optic, acoustic, and hydrogen sensors), designing piping and components for maintainability, using double-walled systems, and developing faster, standardized repair protocols. Only by minimizing the frequency and duration of unplanned maintenance can sodium reactors achieve the high capacity factors that make them economically competitive.
Our team recognized from the outset that solving these core issues, sodium purity, sodium-water isolation, and pumping, is fundamental to any viable sodium reactor. We could not simply assume off-the-shelf solutions existed. In fact, we found that no commercial vendors offered ready-made cold traps or double-walled steam generators for sodium, and that existing pump designs needed modernization.
So, we rolled up our sleeves and developed the critical systems in-house (and with partners) to de-risk our reactor. When we set out to build a practical sodium-cooled reactor, we knew the real work lay in solving the “unsexy” engineering challenges that have tripped up earlier projects. We decided from day one to build and test our own high-performance cold traps, duplex steam generators, robust pumps, and, uniquely, an autonomous maintenance robot. These four systems, built in-house with trusted partners, form the backbone of a reliable plant. Here’s a look at each.
Purifying the Coolant: Modern Cold Traps
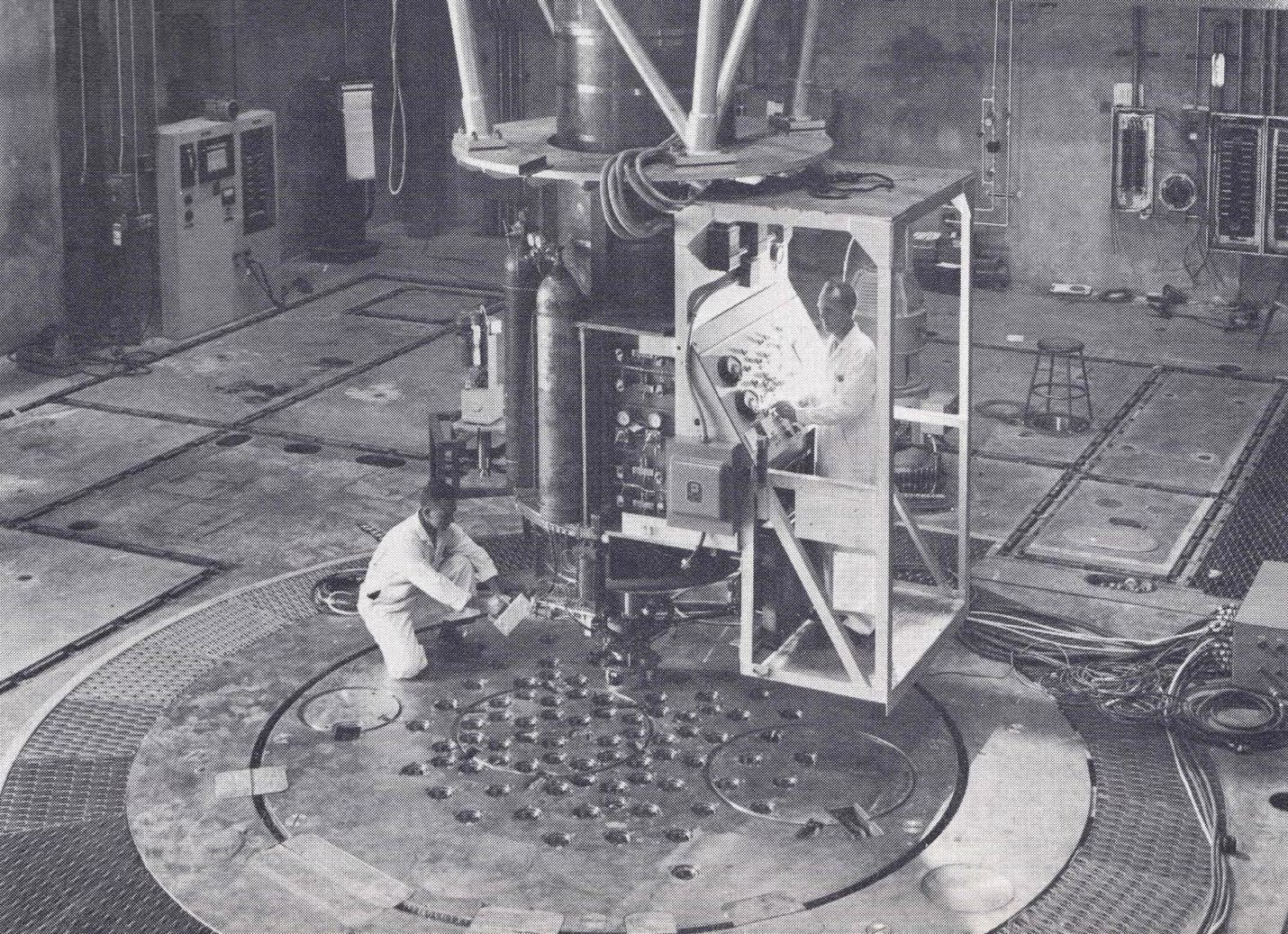
Sodium picks up oxygen, hydrogen and corrosion products as it circulates. If those impurities aren’t removed, they form oxides and hydrides that can clog channels or corrode steel. EBR‑II proved the power of cold traps: by constantly diverting some sodium through a cooled, packed vessel, operators kept oxygen and hydrogen at just a few parts per million and ran the same batch of sodium for 30 years without replacement. After the 1990s, no new U.S. cold traps were built until Argonne installed one in 2023, stressing how the art was at risk of being lost.

We couldn’t find a turnkey cold trap on the market, so we designed and built our own. By updating the proven EBR‑II design with better flow distribution and serviceability, we developed our proprietary version of a compact trap that maximizes impurity capture and minimizes downtime. Running it in our pilot loop can train our team in sodium chemistry and will ensure our coolant stays pristine.
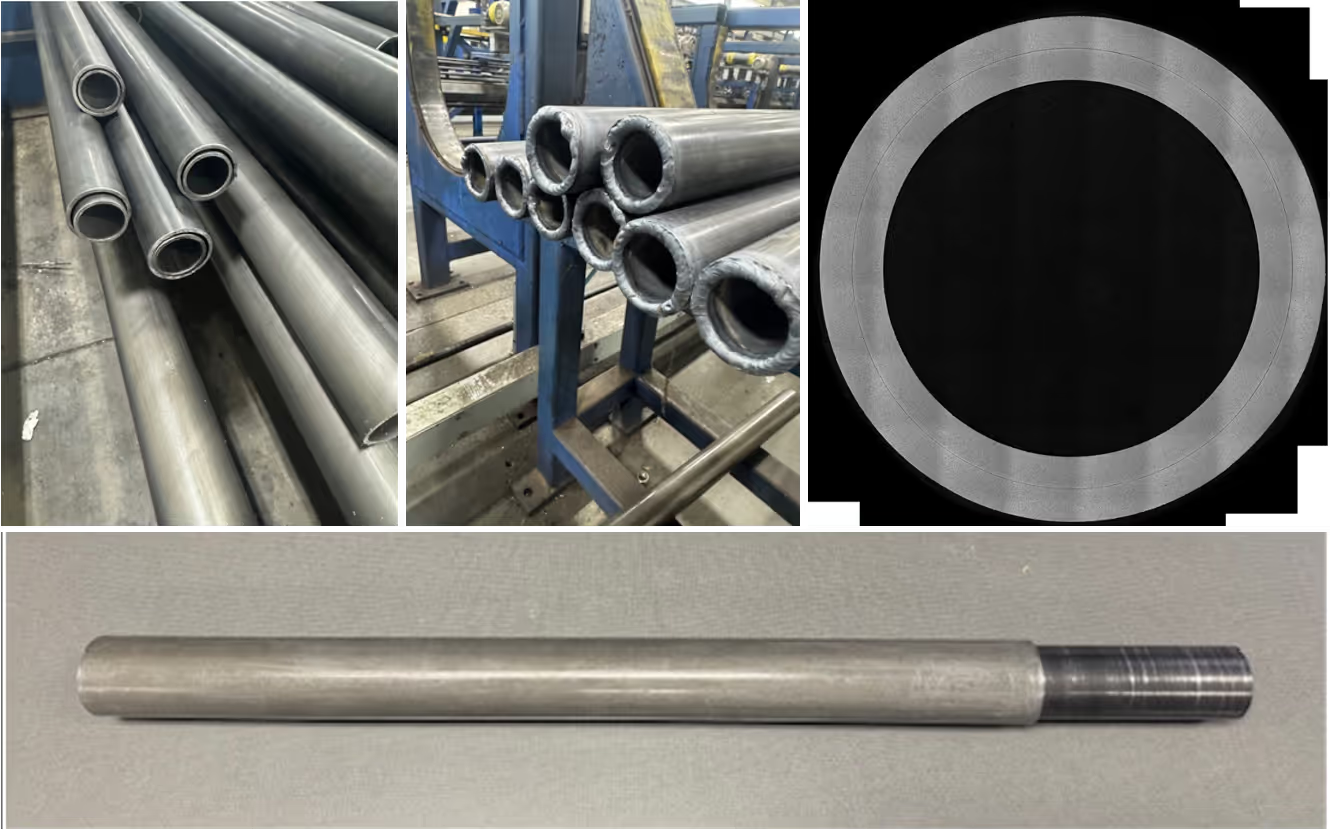
Preventing Sodium‑Water Reactions: Duplex Steam Generators
Steam generators are where sodium’s reactivity can be most dangerous: a tube break can spray water into sodium, producing caustic sodium hydroxide, hydrogen gas and sudden exothermic reaction. Most sodium prototypes have experienced sodium‑water reactions that took months to repair, but EBR‑II never had one because each tube had a second wall and a gas‑filled annulus for leak detection. That simple redundancy eliminated water‑sodium mixing and allowed immediate action if a leak started.
Today, no vendor sells double‑wall sodium steam generators, so we partnered with a fabricator to make it happen. Together, we perfected the art of manufacturing thousands of duplex tubes and developed modular heat exchangers that are factory‑built and road‑transportable. Each module combines hundreds of tubes, state‑of‑the‑art leak‑detection instrumentation and improved flow geometry. Critics say duplex tubes add cost, but our view is that reliability comes first. With modern automation and modularity, the cost premium shrinks, and the elimination of sodium‑water fires is priceless.
Keeping the Flow Going: Reliable Sodium Pumps
Pumping molten sodium is an art unto itself. Early reactors like the Sodium Reactor Experiment and Hallam used mechanical centrifugal pumps with seals exposed to sodium; leaked seal oil at SRE polymerized into sludge that blocked flow and damaged fuel, and a Hallam pump seized soon after start‑up. Later plants adopted centrifugal pumps without organic coolants or electromagnetic pumps to isolate sodium, each with trade‑offs.
For our modular reactor, we opted for a gas-cooled centrifugal pump with a magnetic drive: there shaft/impeller is replaceable without removing the housing, the motor is isolated from the primary coolant chemistry, heat and radiation, and bearings are cooled by an inert cover gas. We analyzed thermal stresses, optimized the impeller for sodium’s unique properties, and designed the pump as a replaceable module with vibration and temperature monitoring. This lets us schedule maintenance during planned outages instead of rushing to fix a surprise failure. Building our pumps early and having them ready to test in our experimental reactor, the Aalo-X, gives us confidence that they will meet full‑scale flow and head requirements before full-power operations.
Rapid Leak Detection and Repair: Our Maintenance Robot
Past sodium reactors demonstrate that even small leaks can force long outages: Phénix’s sodium‑water reaction resulted in six months of downtime; BN‑350’s retubing failure caused an 800 kg water leak and extensive repair; BN‑600 logged dozens of leaks in its early years; and Monju’s secondary leak in 1995 led to a years‑long shutdown. The common theme is that locating and fixing leaks inside insulated, inerted pipe chases is painstaking and slow.
To cut that downtime dramatically, we developed a remote controlled maintenance robot specifically for the secondary sodium system. When a leak is suspected, plant staff can remotely drive the robot to the affected area. Onboard AI/ML uses thermal, acoustic and chemical sensors to pinpoint the exact leak location. The robot then applies our proprietary joining technique to temporarily patch pinhole leaks or small weld defects, stabilizing the system until human technicians can implement a permanent, code‑compliant repair. This capability is unique to Aalo and ensures that small incidents stay small- another way we turn past lessons into future reliability.
By solving these four interlocking challenges- keeping sodium pure, preventing sodium‑water reactions, ensuring reliable pumping and enabling rapid repair, we’re turning sodium reactor technology from a paper dream into a practical reality.
From Prototype to Reality: Testing and Leading the Way

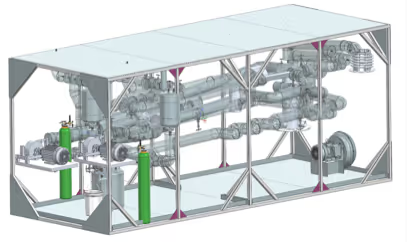
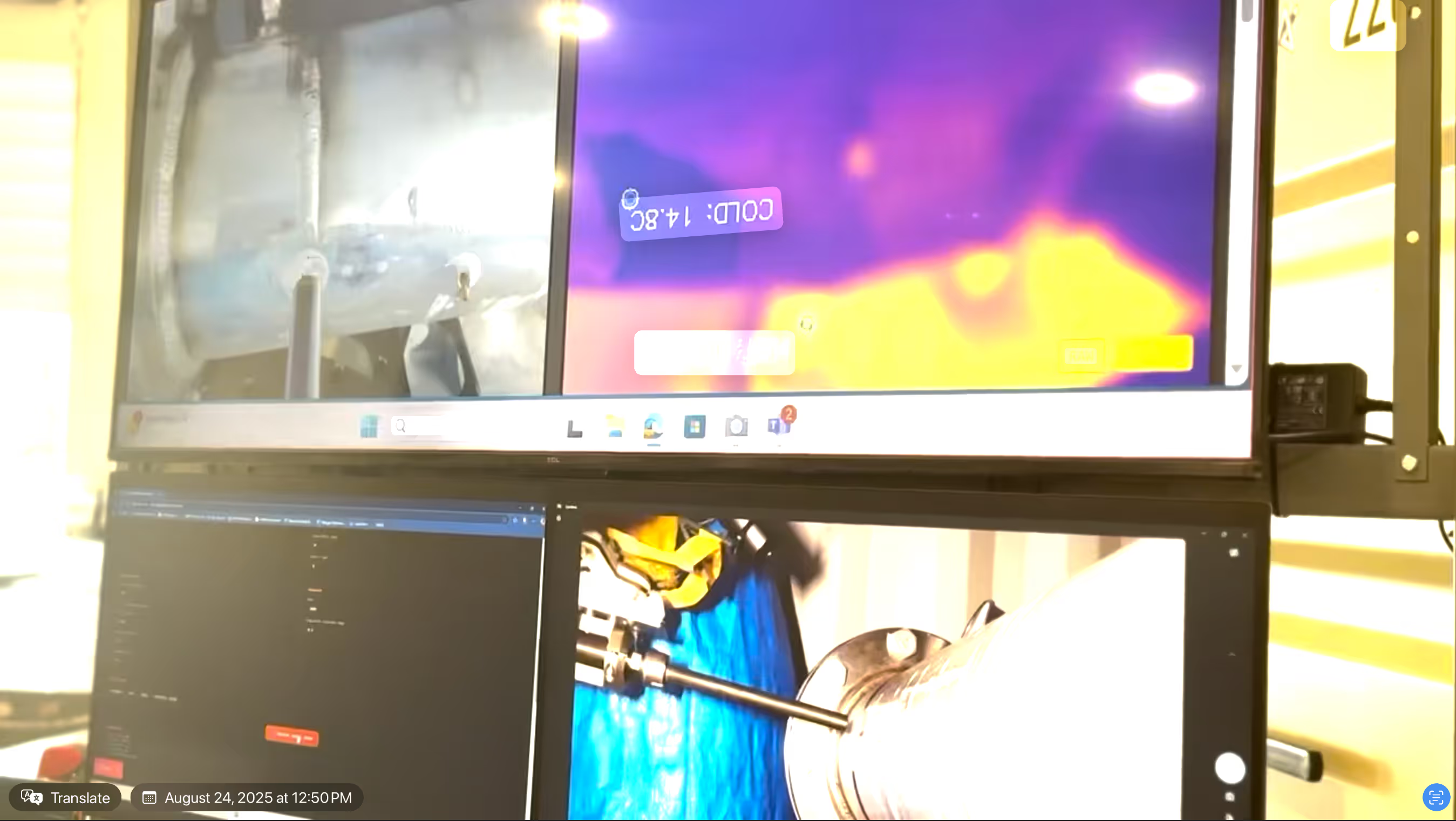
Developing these technologies, the cold trap, steam generator, and pumps, is only the beginning. The next crucial step is integrated testing. We have constructed a dedicated sodium test loop at our pilot facility to assemble and try out all these components working together. Learning from the sodium test loop will enable us to operate another integral test loop, the Aalo-0, which is a full-scale non-nuclear prototype of the reactor. We can circulate hot sodium, capture oxygen with our cold trap, and generate steam via a small section of double-wall heat exchanger, all while monitoring performance, control systems, and safety instrumentation.
Testing in a non-nuclear setting is a strategy that has proved invaluable in historical programs. In the 1980s, France’s Superphénix project built a full-scale sodium test loop to qualify components (though the reactor still encountered issues, the testing helped refine designs). Argonne’s new METL loop is similarly being used by to test pumps, valves, and instrumentation in sodium before deploying them. We are taking the same disciplined approach. Developing and building real engineered hardware and testing it in a representative environment is how one demonstrates operability, maintainability, and serviceability. It’s a chance to shake out any remaining bugs and accumulate run-time on the equipment. This not only increases our confidence but also provides regulators and customers with hard evidence that these systems work as intended.
Another benefit of our early testing campaign is that it trains our engineers and operators. There is a whole generation of nuclear engineers who have never worked with sodium in practice (since the last U.S. sodium reactor shut down in 1994). Through hands-on operation of the test loop, our team is gaining the operational know-how, how to heat up and cool down a sodium system, how to detect and respond to off-normal conditions, and how to maintain equipment over time. We’re essentially cultivating the institutional knowledge that will be needed to run our power reactors. This expertise becomes part of our intellectual capital, giving us a leadership edge. When our first reactor (the Aalo-X) is assembled, it won’t be the first time our crew is handling sodium; it will feel like a familiar extension of what we’ve already done.
Our young company has, with a lean team, swiftly moved from design to fabrication and testing of the real hardware. This speed is due to our focus on solving the most complex problems early and our willingness to partner with experts, regardless of their location.
It sends a clear message: to be a genuine sodium-cooled reactor company, you must deliver on these fundamental engineering principles. Glossy simulations and reactor physics calculations are not enough; you need a cold trap that ctually traps impurities, pipes and pumps that actually circulate sodium, and heat exchangers that can actually run without much plant downtime. By demonstrating these, we show investors, regulators, and the public that our technology is grounded in reality and is rapidly converging on commercial readiness.
Looking ahead, the data and lessons learned from our pilot technologies are being fed back into our reactor design. For example, if our testing shows even better-than-expected performance, we might simplify certain aspects of the commercial unit (saving costs); if any issues arise, we can fix them now rather than during plant commissioning. We are also building a library of design and process IP, from improved cold trap designs to novel welding techniques for heat exchangers, that will serve as moats around our technology. This know-how isn’t easily replicated by latecomers who haven’t walked the path yet.

Team credit: Jared Fraisure, Kyle Francis, Hugh Churchwell, and Pearce Polcyn
Sources:
- Sackett, J. Operating and Test Experience for the Experimental Breeder Reactor II (EBR-II), Science Council for Global Initiatives. Highlights EBR-II’s successful 30-year operation and its sodium system design choices.
- Chang, Y.I. et al. Sodium Fast Reactor Technology Overview, Argonne National Laboratory / NRC. Notes that EBR-II’s double-walled steam generator tubes prevented any sodium-water reactions during its lifetime.
- IAEA TECDOC-1180. Unusual Occurrences During LMFR Operation (2000). Documents sodium-water reaction incidents: Phénix (5), BN-600 (12), BN-350 (1975 fire), PFR (37 leaks).
- Idaho National Laboratory. Monju Sodium Leak Incident (1995), Wikipedia summary. Describes the Monju FBR sodium leak and fire caused by a thermowell break, releasing ~640 kg sodium.
- Nuclear Newswire (ANS). Argonne’s METL Cold Trap Upgrade (Apr 2025), DOE announcement. Notes the first new U.S. sodium cold trap in 30+ years, used to filter oxides and impurities from sodium coolant.
- Nuclear Regulatory Commission (NRC). Hallam Nuclear Power Facility, Wikipedia summary. Reports early sodium reactor issues, e.g. “seizure of secondary sodium pumps” and other sodium system failures at Hallam.
- McKee, R. SRE and Hallam Pump Seal Experience, LMFBR historical analysis. Explains how SRE’s mechanical pump seals leaked lubricant into sodium, causing flow blockage and fuel damage, leading to improved pump designs in later reactors.

.avif)
